

Rockwella, Brinella i Vickersa: Zrozumienie trzech głównych metod badania twardości
Badanie twardości mierzy odporność materiału na trwałe odkształcenie pod określonym obciążeniem. Trzy dominujące metody — Rockwell, Brinell i Vickers — każda wykorzystuje inną geometrię wgłębnika, zakres obciążenia i podejście pomiarowe, dzięki czemu są dostosowane do różnych materiałów i zastosowań.
Twardość Rockwella (HR) przykłada niewielkie napięcie wstępne, po którym następuje duże obciążenie, a następnie mierzy głębokość netto wcięcia. Wynik odczytywany jest bezpośrednio z tarczy lub wyświetlacza cyfrowego, bez konieczności wykonywania pomiarów optycznych, co czyni tę metodę najszybszą metodą testowania na hali produkcyjnej. Wykorzystuje wiele skal — HRC dla twardych stali, HRB dla miękkich metali, HRA dla węglików — każdą zdefiniowaną przez określoną kombinację wgłębnika i obciążenia.
Twardość Brinella (HB lub HBW) wciska kulkę z hartowanej stali lub węglika wolframu w powierzchnię pod stałym obciążeniem, zwykle 3000 kgf w przypadku stali i żeliwa. Średnicę wgłębienia mierzy się optycznie, a liczbę HB oblicza się z przyłożonego obciążenia podzielonego przez zakrzywioną powierzchnię wcięcia. Ponieważ wcięcie jest stosunkowo duże, uśrednianie Brinella jest mniej wrażliwe na lokalne zmiany mikrostrukturalne, co sprawia, że jest preferowane w przypadku materiałów gruboziarnistych, takich jak odlewy i odkuwki.
Twardość Vickersa (HV) wykorzystuje kwadratowy wgłębnik piramidowy o kącie czołowym 136° przy obciążeniach w zakresie od poniżej 1 gf (mikro-Vickers) do 120 kgf (makro-Vickers). Obie przekątne kwadratowego wcięcia są mierzone i uśredniane. Liczba HV jest obliczana poprzez podzielenie obciążenia przez powierzchnię styku wycisku. Metoda Vickersa jest najbardziej wszechstronną metodą: ma zastosowanie do cienkich powłok, warstw nawęglanych, stref wpływu ciepła spawania i materiałów sypkich, a wszystko to w jednej ciągłej skali.
| Metoda | Wgłębnik | Pomiar | Najlepsze dla |
|---|---|---|---|
| Rockwell | Stożek diamentowy lub kulka stalowa | Głębokość wcięcia | Szybkie testy produkcyjne stali hartowanej |
| Brinell | Kulka z węglika wolframu (ø1–10 mm) | Średnica wcięcia (optyczna) | Odlewy, odkuwki, stopy gruboziarniste |
| Vickers | Diamentowa piramida (136°) | Długość przekątnej (optyczna) | Cienkie powłoki, spoiny, mikrotwardość |
Konwersja twardości Vickersa na Rockwella: jak to działa i gdzie jest niewystarczająca
Przeliczanie twardości Vickersa na twardość Rockwella — i odwrotnie — jest częstym wymogiem, gdy rysunki techniczne określają jedną skalę, ale dostępny sprzęt testowy wykorzystuje inną. Najbardziej powszechnie akceptowanym odniesieniem jest ASTM E140 , który zawiera ustandaryzowane tabele przeliczeniowe dla różnych materiałów żelaznych i nieżelaznych.
Dla stali hartowanej w zakresie powszechnie stosowanym w zastosowaniach narzędziowych i konstrukcyjnych przybliżone zależności są następujące:
- HV 940 ≈ HRC 68 (blisko górnej granicy skali Rockwella C)
- HV 800 ≈ HRC 65
- HV 600 ≈ HRC 57
- HV 400 ≈ HRC 41
- HV 200 ≈ HRB 93 (przejście do skali B dla materiałów bardziej miękkich)
- HV 100 ≈ HRB 56
Konwersje te niosą ze sobą ważne zastrzeżenie: są specyficzne dla materiału . Stosunek odkształcenia sprężystego do plastycznego różni się w przypadku stali węglowej, stali nierdzewnej, stopów aluminium i tytanu. Konwersja Vickersa na Rockwella obowiązująca dla stali węglowej spowoduje błąd w przypadku zastosowania do austenitycznej stali nierdzewnej lub nadstopu niklu. Właśnie z tego powodu ASTM E140 zapewnia oddzielne kolumny dla różnych rodzin materiałów.
Dodatkowe ograniczenie pojawia się w skrajnych przypadkach: skala Rockwella C jest wiarygodna jedynie pomiędzy HRC 20 a HRC 70. Wartości spoza tego zakresu należy mierzyć w bardziej odpowiedniej skali (HRA dla bardzo twardych materiałów powyżej HRC 70, HRB dla miękkich materiałów poniżej HRC 20) lub podawać bezpośrednio w HV bez konwersji.
W przypadku kontroli spoin i środowisk o kontrolowanej jakości przeliczone wartości należy zawsze oznaczać jako szacunkowe. Bezpośredni pomiar na zamierzonej skali to jedyny sposób na uzyskanie identyfikowalnego, zgodnego ze specyfikacją wyniku.
Przygotowanie próbek metalurgicznych: podstawa wiarygodnych danych dotyczących twardości
Test twardości jest tak dokładny, jak mierzona powierzchnia. Złe przygotowanie próbki powoduje błąd, którego żadna kalibracja przyrządu nie jest w stanie skorygować. Jest to szczególnie prawdziwe w przypadku metod Vickersa i Brinella, gdzie pomiar jest optyczny, a odbicie powierzchni bezpośrednio wpływa na dokładność odczytu przekątnej lub średnicy.
Sekcje
Pierwszym krokiem jest wykonanie płaskiego, reprezentatywnego przekroju. A precyzyjna maszyna do cięcia (zwana także piłą ścierną lub diamentową) służy do przecinania przedmiotu obrabianego przy minimalnym dopływie ciepła i odkształceniu mechanicznym. Niewłaściwe cięcie — użycie tępego ostrza, nadmiernego posuwu lub nieodpowiedniego chłodziwa — powoduje deformację lub wpływ ciepła warstwy powierzchniowej, która sztucznie podnosi lub obniża odczyty twardości. Do cięć na poziomie metalurgicznym standardem są tarcze diamentowe z ciągłym chłodzeniem wodą do twardych stali i węglików, natomiast ściernice do cięcia z tlenku glinu związanego żywicą nadają się do miękkich metali konstrukcyjnych.
Montaż i szlifowanie
Po podzieleniu próbki zazwyczaj umieszcza się w termoutwardzalnej lub utwardzanej na zimno żywicy epoksydowej, aby umożliwić bezpieczne manipulowanie podczas szlifowania i polerowania. Mocowania utrzymujące krawędzie są stosowane, gdy gradienty twardości przy powierzchni — takie jak głębokość obudowy lub granice między powłokami — muszą być mierzone bez zaokrąglania krawędzi.
Szlifowanie następuje w kolejności od grubszego do drobniejszego papieru ściernego SiC (zwykle o ziarnistości 120 → 320 → 600 → 1200), przy czym próbka jest obracana o 90° pomiędzy każdym etapem, aby usunąć rysy z poprzedniego kierunku. Każdy etap musi całkowicie usunąć deformacje wprowadzone przez poprzedni.
Polerowanie
Do końcowego polerowania stosuje się zawiesinę diamentów o średnicy 3 µm i 1 µm na szmatkach, co pozwala uzyskać lustrzane wykończenie pozbawione zarysowań. Dla mikrotwardości Vickersa, a Wykończenie z krzemionki koloidalnej o grubości 0,25 µm jest często określany w celu zminimalizowania błędów odbicia powierzchni podczas pomiaru małych wgłębień przy małych obciążeniach. Przed rozpoczęciem badania wypolerowana powierzchnia musi być wolna od reliefów, rozmazów i wżerów.
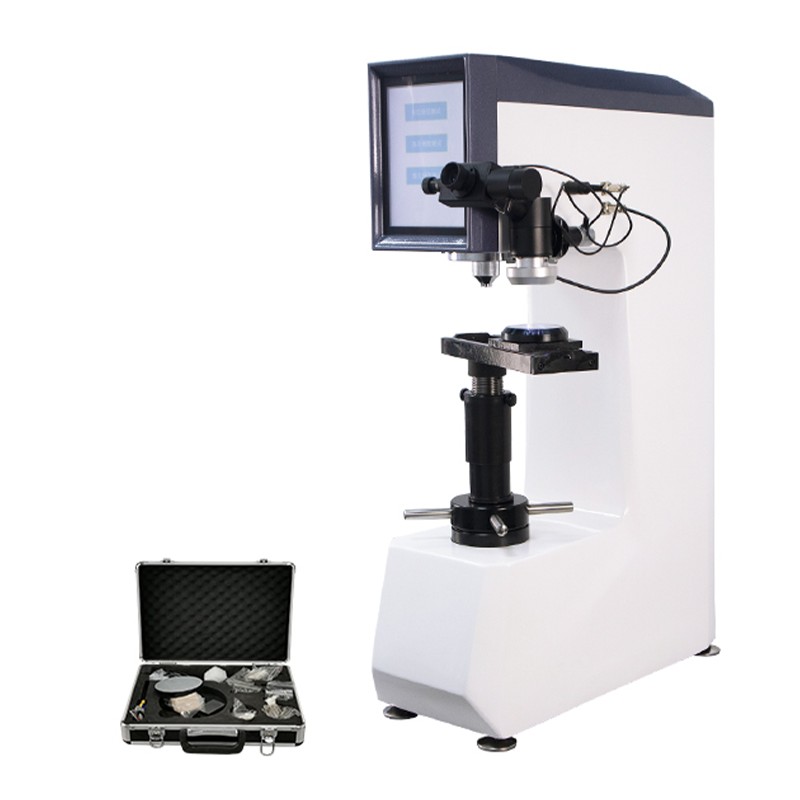
Narzędzia do badania twardości i kryteria ich wyboru
Wybór odpowiedniego narzędzia do badania twardości polega na dopasowaniu zakresu obciążenia przyrządu i rodzaju wgłębnika do grubości materiału, oczekiwanego zakresu twardości i wymaganej rozdzielczości przestrzennej.
- Testery laboratoryjne Rockwell — standardowy wybór w przypadku kontroli przychodzącej i weryfikacji obróbki cieplnej masowych elementów stalowych. Aplikacja obciążenia jest zautomatyzowana i spójna, a nowoczesne modele cyfrowe przechowują zapisy testów na potrzeby integracji SPC. Metody Rockwella nie można stosować w przypadku cienkich materiałów (zwykle poniżej 1 mm w przypadku HRC), ponieważ głębokość wcięcia zbliża się do grubości materiału, co narusza zasadę minimalnej grubości.
- Testery mikrotwardości Vickersa/Knoopa — stosowany do cienkich folii, powłok galwanicznych, powierzchni utwardzanych dyfuzyjnie i poszczególnych faz w mikrostrukturze. Zakres obciążenia wynosi zazwyczaj od 1 gf do 1 kgf. Zintegrowany mikroskop optyczny obrazuje wcięcie w celu pomiaru przekątnej, często z automatyczną analizą obrazu w celu zmniejszenia zmienności operatora.
- Przenośne testery twardości odbicia (Leeb). — nadaje się do dużych, zainstalowanych komponentów, których nie można przenieść do laboratorium. Napędzany sprężyną korpus uderza w powierzchnię; stosunek odbicia do prędkości uderzenia daje wartość Leeba (HL), którą następnie przelicza się na HRC, HB lub HV. Dokładność zależy od wykończenia powierzchni, masy i geometrii przedmiotu obrabianego.
- Ultradźwiękowe testery impedancji stykowej (UCI). — użyć diamentu Vickersa na wibrującym pręcie; przesunięcie częstotliwości przy kontakcie koreluje z twardością. Przyrządy UCI są szczególnie przydatne do pomiaru cienkich warstw i powłok nawęglanych na miejscu, bez uszkodzeń powierzchni widocznych gołym okiem.
Niezależnie od typu przyrządu, w celu utrzymania pewności pomiaru wymagana jest regularna kalibracja względem certyfikowanych bloków referencyjnych (możliwych do powiązania z normami krajowymi, takimi jak NIST lub PTB). Bloki referencyjne powinny obejmować oczekiwany zakres twardości części produkcyjnych.
Kontrola spoin stali węglowej: badanie twardości w strefie wpływu ciepła
Zmiany twardości spoin należą do najważniejszych zastosowań testów Vickersa w konstrukcjach konstrukcyjnych. Podczas spawania stali węglowej strefa wpływu ciepła (HAZ) podlega szybkim cyklom cieplnym. W stalach o wystarczającej ilości równoważnika węgla (CE) może to powodować powstawanie martenzytu — twardej, kruchej mikrostruktury, która znacznie podnosi twardość SWC w stosunku do metalu nieszlachetnego i zwiększa podatność na pękanie indukowane wodorem (HIC).
Kryteria akceptacji branży zwykle ograniczają twardość HAZ do maksimum 350 HV10 dla ogólnych konstrukcji stalowych konstrukcji spawanych (zgodnie z normą EN ISO 15614-1 i wytycznymi AWS D1.1) oraz 250–300 HV10 do zastosowań morskich, kwaśnych lub wymagających dużej wytrzymałości. Przekroczenie tych progów jest stanem dyskwalifikującym wymagającym sprawdzenia podgrzewania wstępnego, temperatury międzyściegowej i procedury spawania.
Standardowy pomiar twardości spoiny obejmuje serię wgłębień Vickersa w określonych odstępach — zwykle w odległości 0,5 mm lub 1 mm — biegnących od metalu spoiny przez linię wtopienia, przez strefę SWC i do nienaruszonego metalu nieszlachetnego. Trawers przeprowadza się na przekroju poprzecznym przygotowanym metalograficznie, trawionym 2–5% Nitalem w celu uwidocznienia granic wtopienia przed umieszczeniem wcięcia. Kluczowe lokalizacje pomiarów obejmują gruboziarnistą SWC bezpośrednio sąsiadującą z linią wtopienia, gdzie najprawdopodobniej tworzy się martenzyt.
W przypadku warstw graniowych i spoin o wąskich szczelinach może być wymagany mikroVickers przy HV1 lub HV0,5, aby osiągnąć odpowiednią rozdzielczość przestrzenną w strefie SWC, która może wynosić zaledwie 0,2–0,5 mm w niektórych procesach wymagających dużego dopływu ciepła. Wybór obciążenia testowego wpływa bezpośrednio na wielkość wcięcia, a tym samym na minimalną mierzalną szerokość strefy — HV10 wytwarza wcięcie o średnicy około 0,3–0,4 mm przy 300 HV , podczas gdy HV1 zmniejsza to do około 0,1 mm.
Precyzyjne maszyny tnące do przygotowywania próbek metalograficznych
Precyzyjna maszyna do cięcia jest punktem wyjścia w każdym procesie metalograficznym. Jego podstawową funkcją jest wytworzenie płaskiego przekroju poprzecznego o zminimalizowanych uszkodzeniach, który dokładnie odzwierciedla obszar zainteresowania — niezależnie od tego, czy jest to strefa SWC spoiny, powierzchnia nawęglana czy powierzchnia styku powłoki.
Istnieją dwie główne kategorie w zastosowaniach laboratoryjnych:
- Przecinarki ścierne — stosować ściernice klejone żywicą i dostosowane do wydajności produkcyjnej. Dobór ściernicy (tlenek glinu do stali i żeliwa, węglik krzemu do metali nieżelaznych, CBN do hartowanej stali narzędziowej) i natężenie przepływu chłodziwa to podstawowe parametry procesu. Ślady przypaleń lub zasinienie na ciętej powierzchni wskazują na nadmierne ciepło i wymagają wolniejszego podawania lub wyboru świeżej ściernicy.
- Diamentowe piły do płytek — używać tarcz diamentowych ze spoiwem metalowym lub żywicą przy niskiej prędkości i chłodzić olejem. Tworzą warstwę o najniższym odkształceniu (zwykle poniżej 5 µm) i są niezbędne w przypadku kruchej ceramiki, komponentów elektronicznych i próbek, gdzie nienaruszona mikrostruktura musi zostać zachowana w mikrometrach od powierzchni cięcia.
Kluczowe specyfikacje przy wyborze precyzyjnego noża do przygotowania testu twardości obejmują maksymalna średnica przedmiotu obrabianego, siła mocowania uchwytu, zakres obrotów ostrza i sposób dostarczania chłodziwa . Zautomatyzowana kontrola posuwu — w przypadku której piła posuwa się ze stałą siłą, a nie ze stałą szybkością — znacznie zmniejsza zmienność między operatorami i wydłuża żywotność brzeszczotu.
W szczególności w przypadku próbek do kontroli spoin, obcinak musi uwzględniać nieregularne geometrie (złącza typu T, odcinki rur, nakładki) przy stabilnym mocowaniu. Niestabilne mocowanie powoduje drgania wywołane drganiami, które rozprzestrzeniają się głęboko w próbkę, tworząc zdeformowaną warstwę, której nie można całkowicie usunąć w kolejnych etapach szlifowania bez nadmiernego usuwania naddatku.